


Fabricado en China, el equipo Lvquan Zeolite Runner Co está meticulosamente diseñado y suministrado por nuestro fabricante de confianza, ofreciendo precios competitivos para esta solución de primera calidad, garantizando un funcionamiento eficiente y una confiabilidad sin concesiones.
Originario de China, el equipo Lvquan Zeolite Runner Co es fabricado meticulosamente por nuestro estimado equipo. Como su proveedor exclusivo, ofrecemos precios competitivos para esta solución de primera calidad, lo que garantiza un funcionamiento eficiente y una confiabilidad sin concesiones, al mismo tiempo que mantenemos estándares de calidad excepcionales.
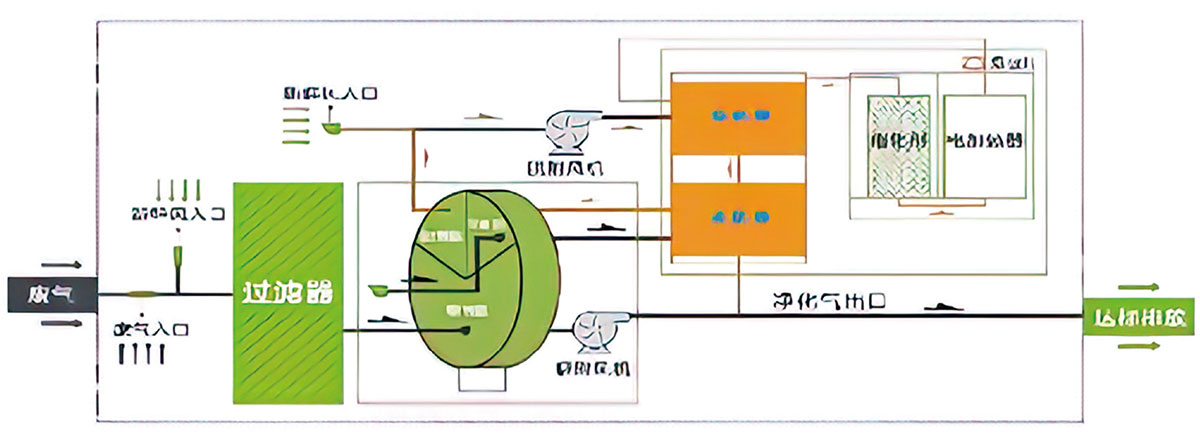
En el proceso de tratamiento de gases residuales orgánicos y gases residuales, el equipo Zeolite Runner Co, que combina la adsorción de concentración de rueda giratoria de zeolita con combustión catalítica, está diseñado específicamente para tratar eficientemente gases residuales con alto volumen de aire y baja concentración. Esta solución innovadora garantiza que los componentes estén libres de elementos como SINCI que podrían envenenar el catalizador, al tiempo que permite la adsorción y desorción por parte de la rueda giratoria de zeolita.
El equipo Zeolite Runner Co, que emplea rueda giratoria de zeolita ADW con tratamiento de gases residuales de CO de combustión catalítica, sirve como contraparte de la rueda giratoria de zeolita ADW con incinerador RTO. Superando el requisito de alta temperatura de la combustión RTO, este sistema utiliza combustión y descomposición asistida por catalizador, y solo requiere calentamiento a 300 ~ 450 °C, conservando así energía.
Con la rueda giratoria de zeolita + configuración de combustión catalítica del equipo Zeolite Runner Co, puede adsorber ciertos componentes de gases residuales que el carbón activado no puede. Esto incluye componentes con altos puntos de ebullición que son difíciles de desorber con carbón activado. Además, la naturaleza no combustible de la rueda giratoria de zeolita elimina las preocupaciones sobre la ignición, lo que permite aumentar las temperaturas de desorción sin riesgo.
1. En la etapa de adsorción del equipo Zeolite Runner Co, el gas residual orgánico sufre una adsorción selectiva a medida que pasa a través de la rueda giratoria de zeolita. Una vez que se cumplan las normas, el gas tratado se puede descargar directamente, lo que se facilita gracias a los distintos tamaños de las aberturas de los tamices moleculares de zeolita.
2. Durante la etapa de Desorción, la rueda giratoria de zeolita mantiene una rotación lenta. Tras la saturación de la adsorción en el área de procesamiento, el gas residual orgánico se desorbe mediante aire caliente soplado a través del área de regeneración.
3. Al pasar a la etapa de combustión catalítica, el equipo Zeolite Runner Co captura y recolecta eficazmente moléculas de gas residual, particularmente de corrientes de aire de baja concentración y alto volumen. Los gases adsorbidos se desorben posteriormente y pueden ingresar al equipo de combustión catalítica para la combustión catalítica a baja temperatura, con temperaturas que oscilan entre 300 y 450 °C.
4. Al completar la etapa de Combustión Catalítica, el Equipo Zeolite Runner Co ingresa a la etapa de Recuperación de Rueda Rotativa de Zeolita. Después de la regeneración mediante calentamiento a alta temperatura, la zeolita requiere enfriamiento usando una máquina de chorro frío para restaurar sus capacidades de adsorción para un ciclo eficiente y la adsorción de gases residuales.







")



